
NHÀ PHÂN PHỐI THỔ NHĨ KỲ:
Gửi phản hồi
Giấy xuất xưởng cho da nhân tạo: Loại, chức năng và hướng dẫn lựa chọn
là gì Giấy phát hành cho da nhân tạo ?
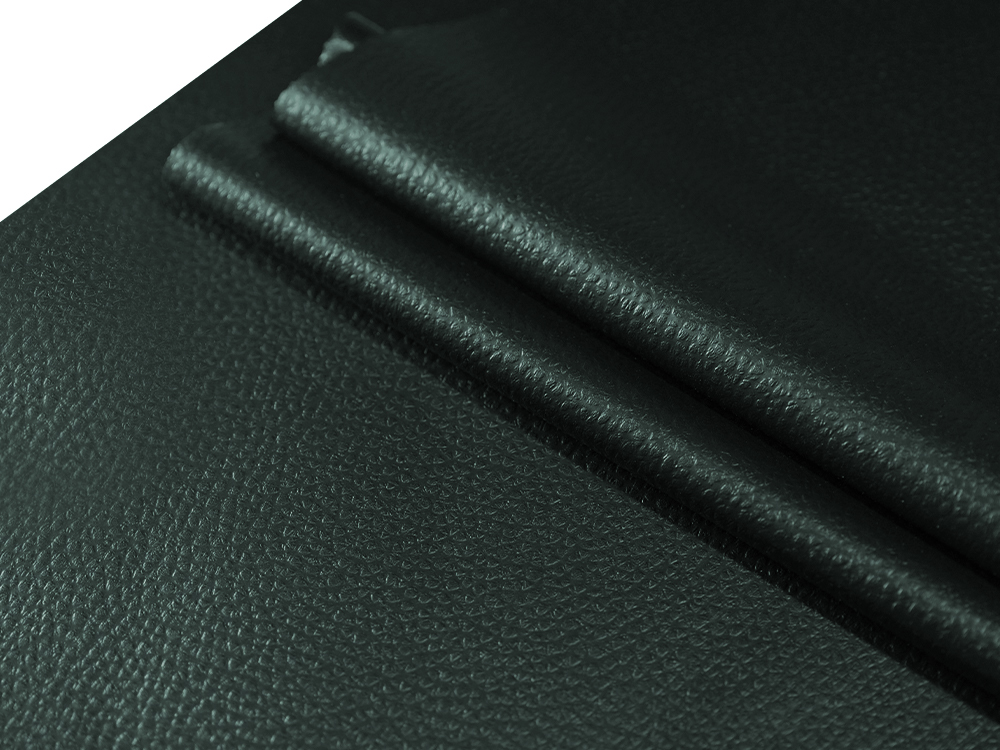
Giấy nhả cho da nhân tạo là chất nền mang được thiết kế đặc biệt được sử dụng trong quá trình phủ trực tiếp và phủ chuyển để sản xuất da tổng hợp (da PU, da PVC và da sợi nhỏ). Nó đóng vai trò như một bề mặt hỗ trợ tạm thời để phủ nhựa polyurethane hoặc các hợp chất phủ khác lên đó, làm khô và sau đó chuyển sang lớp nền bằng vải hoặc vải không dệt. Sau khi cán màng xong, giấy nhả sẽ được bóc ra và - tùy thuộc vào loại của nó - loại bỏ hoặc tái sử dụng cho các lần sản xuất tiếp theo.
Bề mặt của giấy nhả không chỉ đơn thuần là chống dính: nó còn được chạm nổi chính xác với các mẫu họa tiết được chuyển vĩnh viễn lên bề mặt của da thành phẩm trong quá trình phủ. Điều này có nghĩa là kiểu vân, độ bóng và độ hoàn thiện khi chạm vào của sản phẩm da nhân tạo cuối cùng hoàn toàn được xác định bởi loại giấy phát hành đã chọn. Giấy nhả mịn tạo ra bề mặt có độ bóng cao; giấy dập nổi hạt mịn tạo ra vẻ ngoài bằng da tự nhiên; một mô hình lỗ chân lông sâu tái tạo da bò nguyên hạt hoặc hạt đã được chỉnh sửa.
Ngoài việc chuyển kết cấu, giấy nhả phải hoạt động đáng tin cậy đáp ứng nhiều nhu cầu công nghiệp: hoạt động ổn định về kích thước ở nhiệt độ lò sấy cao (thường là 120–160°C), lực bóc ổn định trong suốt chu trình cán và khả năng tương thích hóa học với cả hệ thống phủ PU gốc dung môi và nước.
Cách phát hành các chức năng của giấy trong quy trình da nhân tạo
Để hiểu được vai trò chức năng của giấy phát hành, bạn cần có cái nhìn ngắn gọn về hai phương pháp sản xuất chính mà nó hỗ trợ:
Phương pháp phủ chuyển khô
Trong quá trình chuyển khô, quá trình phủ diễn ra ngược lại: nhựa được bôi trực tiếp lên bề mặt giấy nhả thành nhiều lớp - thường là lớp phủ bề mặt, lớp xốp và lớp dính - mỗi lớp được sấy khô tuần tự trong lò nung nóng. Sau đó, lớp nền vải được ép lên lớp dính, liên kết dưới áp suất và nhiệt độ được kiểm soát, đồng thời giấy nhả sẽ được loại bỏ sau khi nguội. Kết cấu dập nổi từ bề mặt giấy nhả được sao chép một cách trung thực trên lớp phủ trên cùng của da, với độ chính xác về kích thước trong phạm vi ±2–5 micron đối với giấy cao cấp.
Phương pháp đông máu ướt
Trong các quy trình đông tụ ướt - phổ biến hơn đối với vật liệu nền sợi nhỏ - giấy giải phóng hoạt động chủ yếu như chất ổn định kích thước và cung cấp kết cấu bề mặt trong giai đoạn ngâm tẩm và đông tụ. Các yêu cầu về nhiệt độ và khả năng kháng hóa chất khắt khe hơn trong ứng dụng này, vì giấy được tiếp xúc với dung môi DMF (dimethylformamide) hoặc dung dịch đông tụ gốc nước ở nhiệt độ cao trong thời gian dài.
Trong cả hai phương pháp, Lực giải phóng (độ bền bong tróc giữa màng phủ và bề mặt giấy) là rất quan trọng . Lực nhả quá cao sẽ làm rách hoặc biến dạng bề mặt da thành phẩm trong quá trình lột; quá thấp sẽ gây ra sự phân tách sớm trong quá trình phủ, dẫn đến khuyết tật bề mặt. Giấy nhả chất lượng được thiết kế để cung cấp lực nhả ổn định trong khoảng 0,05–0,3 N/cm tùy theo yêu cầu ứng dụng.
Các loại giấy phát hành chính được sử dụng trong da nhân tạo
Giấy tờ phát hành cho da nhân tạo được phân loại rộng rãi theo kết cấu vật liệu cơ bản và xử lý bề mặt. Mỗi loại thể hiện sự cân bằng hiệu suất riêng biệt về độ bền, độ phân giải kết cấu và chi phí cho mỗi lần chạy:
| loại | Vật liệu cơ bản | Chu kỳ tái sử dụng điển hình | Tốt nhất cho |
|---|---|---|---|
| Giấy kraft dùng một lần | Lớp phủ silicone bột giấy kraft đã tẩy trắng/không tẩy trắng | 1–3 lần chạy | Da PVC nhạy cảm với chi phí, ứng dụng PU cơ bản |
| Giấy tráng phủ đa năng | Giấy nền polyetylen silicone mật độ cao | 8–20 lần chạy | Da PU, nội thất và nội thất ô tô tầm trung |
| Giấy phát hành kháng dung môi | Lớp giải phóng silicone cấp hóa học cơ bản được gia cố | 15–30 lần chạy | Da microfiber xử lý ướt DMF |
| Giấy giải phóng nhiệt độ cao | Chất giải phóng ổn định nhiệt gốc thủy tinh hoặc gốc đặc biệt | 20–50 lần chạy | Dây chuyền sản xuất tốc độ cao, nhiệt độ lò trên 150°C |
| Giấy phát hành kết cấu dập nổi | Bất kỳ mẫu bề mặt cơ học hoặc dập nổi bằng laser nào | Khác nhau tùy theo cách xây dựng | Bề mặt trang trí, da thời trang, trang trí ô tô |
Một tập hợp con riêng biệt đáng chú ý là giấy chống thấm ướt , được phát triển đặc biệt cho các hệ thống sơn PU gốc nước (không dung môi) đã được ứng dụng rộng rãi khi các quy định về môi trường được thắt chặt ở Trung Quốc, Châu Âu và Hàn Quốc. Các loại giấy này duy trì độ ổn định về kích thước và đặc tính giải phóng nhất quán khi tiếp xúc với chất phân tán lớp phủ nước, một yêu cầu mà các loại giấy nhiều lớp PE tiêu chuẩn thường không đáp ứng được do hiện tượng tách mép và độ gợn sóng do độ ẩm gây ra.
Mẫu bề mặt và độ trung thực của kết cấu
Bề mặt dập nổi của giấy nhả là khuôn trực tiếp tạo vân da nhân tạo. Do đó, thiết kế hoa văn và chất lượng khắc là những biến số trong quá trình sản xuất có ý nghĩa thương mại trực tiếp: giấy phát hành có hoa văn khắc sâu, chính xác cho phép da nhân tạo có giá cao hơn bằng cách mô phỏng gần giống tính thẩm mỹ của da tự nhiên.
Các mẫu bề mặt phổ biến có sẵn trong danh mục thương mại tiêu chuẩn bao gồm:
- Đồng bằng/có độ bóng cao: Bề mặt nhẵn như gương, dùng làm da sáng chế, da túi xách bóng, giày dép thời trang.
- Hạt vải: Một trong những mẫu được sử dụng rộng rãi nhất trên toàn cầu; tạo ra các hạt tròn, không đều liên quan đến túi xách, quần áo và vải bọc thông thường.
- Cá sấu/hạt cá sấu: Mô hình tỷ lệ hình chữ nhật sâu; nhu cầu cao trong các ứng dụng túi xách và thắt lưng sang trọng.
- Nappa/hạt mịn: Bề mặt tinh tế, có lỗ chân lông mềm mô phỏng da cừu hoặc da bê nappa; được ưa chuộng trong ghế ô tô và da may mặc cao cấp.
- Mờ/bán mờ: Bề mặt có kết cấu có độ bóng thấp được sử dụng trong đồ thể thao và đồ da kỹ thuật.
- Mẫu khắc tùy chỉnh: Logo dành riêng cho thương hiệu, kết cấu sợi carbon, hoa văn hình học và thiết kế bề mặt độc quyền được sản xuất theo yêu cầu cho các ứng dụng OEM.
Độ sâu và độ sắc nét của mẫu giảm dần trong các lần chạy liên tiếp , đó là lý do tại sao xếp hạng chu trình tái sử dụng lại quan trọng đáng kể đối với các ứng dụng nhạy cảm với mẫu. Giấy phát hành được xếp hạng cho 20 lần chạy trên PU trơn chỉ có thể duy trì độ trung thực của hạt ở mức chấp nhận được trong 8–10 lần chạy khi sản xuất da có họa tiết cá sấu dập nổi sâu.
Thông số kỹ thuật chính để đánh giá
Nhóm mua sắm và kỹ sư sản xuất tìm nguồn cung ứng giấy phát hành nên đánh giá các thông số sau để làm cho thông số kỹ thuật của sản phẩm phù hợp với yêu cầu quy trình:
Trọng lượng cơ bản và Caliper
Giấy phát hành cho da nhân tạo thường dao động từ 100 g/m2 đến 200 g/m2 về trọng lượng cơ bản, với thước cặp (độ dày) là 0,10–0,22 mm. Giấy nặng hơn, dày hơn mang lại độ ổn định kích thước tốt hơn trên dây chuyền phủ có độ căng cao nhưng kém linh hoạt hơn và khó xử lý hơn trên thiết bị cuộn có bán kính uốn cong chặt.
Giải phóng lực lượng nhất quán
Lực nhả phải duy trì ổn định trên toàn bộ chiều rộng của cuộn (độ đồng đều theo hướng chéo) và trên các lần chạy liên tiếp (độ lặp lại từ lần chạy này đến lần chạy khác). Các nhà cung cấp có uy tín cung cấp dữ liệu lực giải phóng được chứng nhận được đo bằng các phương pháp thử nghiệm bóc tiêu chuẩn (thường là bóc 180° với tốc độ 300 mm/phút) và chỉ định đường cong suy giảm theo số chu kỳ tái sử dụng định mức.
Đánh giá khả năng chịu nhiệt
Hầu hết các lò sấy da nhân tạo hoạt động ở nhiệt độ từ 120°C đến 160°C. Giấy tờ phải được kiểm tra và chứng nhận về khả năng tiếp xúc liên tục ở nhiệt độ lò dự kiến mà không bị cong, tách lớp hoặc silicon di chuyển. Đường dây tốc độ cao chạy trên 140°C yêu cầu giấy tờ đặc biệt; các cấp thương mại tiêu chuẩn là không phù hợp và sẽ thất bại trong một vài lần chạy.
Loại lớp phủ silicon và sự di chuyển
Lớp giải phóng silicon phải được xử lý hoàn toàn để ngăn chặn sự di chuyển lên bề mặt da, gây ra lỗi bám dính trong quá trình hoàn thiện tiếp theo (in, dập nổi, cán màng). Sự di chuyển silicon được kiểm tra thông qua phép đo năng lượng bề mặt (mức dyne) - năng lượng bề mặt sau bong tróc dưới 30 mN/m trên mặt da cho thấy sự nhiễm bẩn silicone và là nguyên nhân bị loại bỏ.
Định dạng cuộn và thông số kỹ thuật cốt lõi
Chiều rộng cuộn tiêu chuẩn cho dây chuyền sản xuất da nhân tạo dao động từ 1.280 mm đến 1.600 mm. Đường kính lõi (3 inch hoặc 6 inch) và đường kính cuộn tối đa phải được xác nhận theo thông số kỹ thuật của giá đỡ cuộn để đảm bảo khả năng tương thích với thiết bị phủ tự động.
Chọn giấy phát hành bằng cách sử dụng cuối cùng bằng da nhân tạo
Ứng dụng sử dụng cuối là điểm khởi đầu thiết thực nhất cho việc lựa chọn giấy phát hành. Các yêu cầu của da bọc ghế ô tô khác biệt đáng kể so với da của túi xách thời trang hoặc da giày thể thao:
- Da nội thất ô tô (ghế, ốp cửa, vô lăng): Yêu cầu các mẫu nappa hoặc hạt mịn, khả năng chịu nhiệt cao và lực nhả ổn định trong quá trình sản xuất khối lượng lớn. Giấy tờ đa dụng được xếp hạng cho 20 chu kỳ là tiêu chuẩn. Thử nghiệm thôi nhiễm silicone là bắt buộc vì sự nhiễm bẩn bề mặt ảnh hưởng đến sự liên kết của các lớp vải hoặc bọt tiếp theo.
- Túi xách và phụ kiện thời trang: Độ trung thực của mẫu cao là ưu tiên hàng đầu. Các mẫu cá sấu, trăn và đà điểu được dập nổi tùy chỉnh là phổ biến. Giấy sử dụng một lần hoặc giấy có chu kỳ thấp đều được chấp nhận vì độ sắc nét của mẫu phải duy trì ở mức hoàn hảo trong mỗi lô sản xuất.
- Mũ giày thể thao: Bề mặt mờ và bán mờ chiếm ưu thế. Giấy phải hoạt động nhất quán với hệ thống PU gốc nước ngày càng được các thương hiệu giày dép lớn yêu cầu theo chính sách tìm nguồn cung ứng bền vững của họ.
- Nội thất và bọc hợp đồng: Sản xuất số lượng lớn, tối ưu hóa chi phí. Giấy hạt vải thiều đa dụng mang lại sự cân bằng tốt nhất giữa hiệu quả chi phí mỗi lần vận hành và chất lượng bề mặt có thể chấp nhận được cho thị trường vải bọc dân dụng và thương mại.
- Da may mặc: Độ mềm mại, dẻo dai là điều cần thiết, đòi hỏi giấy nền mỏng (100–130 g/m2) để tạo thành màng phủ mà không bị cứng quá mức. Nappa và các mẫu mịn với lớp hoàn thiện mờ là các thông số kỹ thuật chính.
Lưu trữ, xử lý và ngăn ngừa lỗi
Giấy phát hành rất nhạy cảm với các điều kiện môi trường trong quá trình lưu trữ và xử lý. Bảo quản không đúng cách là nguyên nhân hàng đầu gây ra lỗi sản xuất thường được quy nhầm vào công thức lớp phủ hoặc các thông số quy trình. Các yêu cầu xử lý chính bao gồm:
- Nhiệt độ và độ ẩm: Bảo quản ở nhiệt độ 18–25°C và độ ẩm tương đối 45–65%. Độ ẩm quá cao gây ra hiện tượng vón cục (giấy bị gợn sóng) dẫn đến trọng lượng lớp phủ không đồng đều và các khuyết tật về nếp nhăn trên bề mặt da thành phẩm.
- Lưu trữ cuộn ngang: Các cuộn phải được bảo quản theo chiều ngang trên các đầu lõi, không bao giờ được đặt trên bề mặt hình trụ, để tránh các vết phẳng gây ra các khuyết tật về dấu ép định kỳ trong quá trình phủ.
- Điều hòa trước khi sử dụng: Các cuộn phải được bảo quản trong môi trường sản xuất tối thiểu 24 giờ trước khi đưa lên dây chuyền phủ để cân bằng độ ẩm với điều kiện môi trường xung quanh.
- Bảo vệ cạnh: Các cạnh cuộn là điểm dễ bị hấp thụ độ ẩm và hư hỏng cơ học nhất. Không nên tháo bao bì gốc cho đến khi cuộn giấy sẵn sàng để tải.
- Tái sử dụng giao thức kiểm tra: Trên các loại giấy sử dụng nhiều lần, mỗi cuộn được thu hồi phải được kiểm tra dưới ánh sáng cào để phát hiện các vết xước trên bề mặt, sự suy giảm silicone (có thể nhìn thấy dưới dạng các mảng mờ có hoa văn bóng), các đường nhăn và tình trạng tách mép trước khi nạp lại.
Khiếm khuyết phổ biến nhất do lỗi giấy nhả là rỗ "mắt cá". - các vết lõm hình tròn nhỏ trên bề mặt da do nhiễm bẩn vết silicone hoặc sự thay đổi năng lượng bề mặt cục bộ trên giấy. Khiếm khuyết này không thể khắc phục được ở thành phẩm và dẫn đến việc bị loại bỏ toàn bộ lô. Các giao thức kiểm soát chất lượng sắp tới phải bao gồm phép đo năng lượng bề mặt kiểm tra tại chỗ trên mỗi biên nhận cuộn mới.
Hãy liên hệ với chúng tôi ngay bây giờ!
Chúng tôi cung cấp cho khách hàng các sản phẩm và dịch vụ giấy phát hành bền vững và thân thiện với môi trường.


-

-
 NHÀ PHÂN PHỐI ẤN ĐỘ:
NHÀ PHÂN PHỐI ẤN ĐỘ: -
 NHÀ PHÂN PHỐI Ý:
NHÀ PHÂN PHỐI Ý: -
 NHÀ PHÂN PHỐI PAKISTAN:
NHÀ PHÂN PHỐI PAKISTAN:
Bản quyền © Anhui Honghuan New Material Technology Co., Ltd. Rights Reserved.
